OEE(Overall Equipment Effectiveness),即設備綜合效率,OEE是一項指標,它確定了真正有效的計劃生產時間的百分比。OEE旨在通過準確跟蹤實現“完美生產”的進度來支持TPM計劃。
企業在進行OEE計算時常常遇到很多迷惑的問題,如工廠停水、停電、停氣、停氣使設備不能工作,等待訂單、等待排產計劃、等待檢查、等待上一道工序造成的停機,不知如何計算。
本文引入非設備因素停機的概念,修改了OEE的算法,使計算得到的OEE更能夠真實反映設備維護的實際狀況,讓設備完全利用的情況由完全有效生產率TEEP這個指標來反映。本文同時介紹了在不同情況下如何分析設備損失的PM分析流程。
1、OEE計算
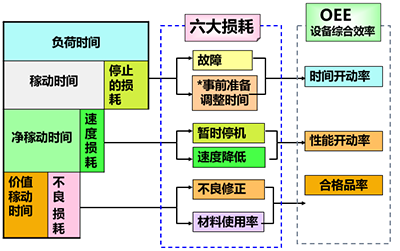
OEE=時間開動率×性能開動率×合格品率

在OEE公式里,時間開動率反映了設備的時間利用情況;性能開動率反映了設備的性能發揮情況;而合格品率則反映了設備的有效工作情況。
反過來,時間開動率度量了設備的故障、調整等項停機損失,性能開動率度量了設備短暫停機、空轉、速度降低等項性能損失;合格品率度量了設備加工廢品損失。
OEE計算舉例
某工廠實施8小時作業體制,其中中午休息1小時,上班時間包括早會,檢查,清掃等20分鐘,上、下午期間各休息15分鐘;有一臺設備,因應市場需要,每天加班30分鐘,該設備理論節拍為0.8分鐘,在正常稼動時間內應生產575件,但實際僅生產出418件,實際測得的節拍為1.1分鐘,當天更換刀具及故障停機時間為70分鐘;不良率維持2%。
請問該設備的設備綜合效率為多少?
OEE計算過程
A:實際作業時間=480+30=510min
B:計劃停止時間50min
C:負荷時間510-50=460min
D:停機損失時間70min
E:稼動時間C-D=390min
G:生產量418件
H:良品率98%
I:理論節拍0.8
時間開動率=(460-70)/460=84.8%
性能開動率=(0.8*418)/390=85.7%
合格品率=98%
于是得到OEE=84.8%×85.7%×98%=71.2%
2、OEE的實質
如果追究OEE的本質內涵,其實就是計算周期內用于加工的理論時間和負荷時間的百分比。
請注意,當展開OEE公式,有: OEE=時間開動率×性能開動率×合格品率=(開動時間/負荷時間)×(加工數量×實際加工周期/開動時間)×(理論加工周期/實際加工周期)×(合格產量/加工數量)=(開動時間×加工數量×實際加工周期×理論加工周期×合格產量)/(負荷時間×開動時間×實際加工周期×加工數量)約去分子、分母的公因子,則 OEE=(理論加工周期×合格產量)/負荷時間 =合格產品的理論加工總時間/負荷時間,這也就是實際產量與負荷時間內理論產量的比值。
3、利用OEE進行損失分析
既然上述的計算方法可以如此簡單,那么為什么要用這么復雜的公式呢?主要是為了分析問題。計算OEE值不是目的,而是為了分析六大損失。
設備的OEE水平不高,是由多種原因造成的,而每一種原因對OEE的影響又可能是大小不同。在分別計算OEE的不同“率”的過程中,可以分別反映出不同類型的損失。
進一步,我們還可以結合運用PM分析方法,對OEE不高的原因進行分析。
例如,當設備的OEE水平不高,從OEE計算看出是時間開動率低下,于是將時間開動率用方框框起來,再問為什么時間開動率不高,發現是設備故障引起,再繼續往下分析,直到找出根本原因為止。
①停工和故障的損失
設備失效需要執行維護操作。其原因有:
◆機器過載
◆螺釘和螺帽松開
◆過渡磨損
◆缺少潤滑油
◆污染物
②換裝和調試的損失
從一種產品到另一種產品換產的時間損失,或運行時對設置的改動。其原因有:
◆移交工具
◆尋找工具
◆安裝新工具
◆調節新設置
③空轉和瞬間停機的損失
由于小問題引起的短暫中斷。其原因有:
◆零件卡在滑道里
◆清除碎屑
◆感應器不工作
◆軟件程序出錯
④降低速度的損失
設備在低于其標準設計速度運行導致的損失。其原因有:
◆機器磨損
◆人為干擾
◆工具磨損
◆機器過載
⑤生產次品的損失
由于報廢、返工或管理次品所導致的時間損失。其原因有:
◆人工錯誤
◆劣質材料
◆工具破損
◆軟件程序缺陷
⑥啟動穩定的損失
設備從啟動到正常工作所需要的時間。其原因有:
◆設備要平緩加速到標準速度
◆烤箱需升溫到設定溫度
◆去除多余的材料
◆處理相關原料的短缺
4、OEE計算中遇到的困難和解決方案
我們在計算OEE時,遇到計劃停機以外的外部因素,如無訂單、停水、電、氣、汽等因素造成停機損失,常不知把這部分損失放到哪部分去計算。
有人把它們列入計劃停機,但它們又不是真正意義上的計劃停機。如果算做故障停機,但又不是設備本身故障引起的停機。
各個企業的計算五花八門,失去相互的可比性。當我們把OEE的計算作一擴展,給出“設備完全有效生產率(TEEP)”這一新概念和新算法,上述的問題可以迎刃而解。
TEEP的概念和計算公式
◆TEEP(Total Effective Efficiency of Production),即完全有效生產率,也有資料表述為產能利用率,
◆即把所有與設備有關和無關的因素都考慮在內來全面反映企業設備效率。
5、在引入TEEP條件下OEE公式的修正
在引入TEEP條件下, 因為我們已經把非設備因素(即設備外部因素)引起的停機損失分離出來,作為利用率的損失來度量,故在計算OEE時,設備的時間開動率就要做相應調整。
在TEEP計算中:
設備利用率=(日歷工作時間-計劃停機時間-設備外部因素停機時間) / 日歷工作時間
正確的OEE計算,應該有設備時間開動率=開動時間/負荷時間,其中,負荷時間=日歷工作時間-計劃停機時間-設備外部因素停機時間
開動時間=負荷時間-設備調整初始化時間(包括更換產品規格、更換工裝模具、更換刀具等活動所用時間)
其他公式的算法和項目內容不變。
這樣計算得到的OEE可以準確反映設備本身的問題,能夠客觀評價企業的設備管理水平,同時也不會使企業之間的OEE因理解與算法不同而不可比。
如果要全面反映企業設備效率,即把所有與設備有關和無關的因素都考慮在內,則可以通過TEEP來反映。

6、企業OEE計算疑惑辨析
筆者根據眾多企業的統計和計算實際,提出將OEE公式的計算方法加以修正。
原來的
★負荷時間=日歷工作時間-計劃停機時間
現在修正為:
★負荷時間=日歷工作時間-計劃停機時間-非設備因素停機時間
原來的
★開動時間=負荷時間-故障停機時間-安裝、調整和初始化停機時間, 仍保持不變
上述的“非設備因素停機”包括開工不足停機、等待訂單、等待計劃排產、因企業系統管理不善或外部環境而造成的停水、停電、停汽、停氣,使需要上述供給的設備停機。
上述的停機損失并不屬于停機設備本身的問題,而是大系統對設備的影響。
上述的“計劃停機”應界定為設備生產前后的例行保養,如加油、加冷卻劑、停機點檢、清掃、緊固、升溫、預熱、升速等活動。
計劃停機應不包括因更換產品而造成的工、模、夾具更換,設備參數調整所造成的停機。
這樣修正之后所計算得到的OEE,基本反映了設備本身人-機系統的維護狀況。而全面設備效率發揮狀況可以由完全有效生產率來反映。
★完全有效生產率=設備利用率×設備綜合效率(OEE)
其中,設備利用率=(日歷工作時-計劃停機時間-非設備因素停機時間)/日歷工作時間,由此看出,完全有效生產率把因為設備本身保養不善的損失和系統管理不善、設備產能不平衡、企業經營不善損失全面地反映出來。
而OEE的計算公式則主要反映了設備本身的系統維護、保養和作業效率狀況。
上述OEE的計算中,合格品率既反映了設備狀況不良損失,又反映了操作、工藝執行、參數控制方面的損失。
從設備管理的角度來看,合格品率不一定全面、真實地反映設備維護、保養水平。
筆者建議引入一個純設備合格品率的概念,即純設備合格品率 =合格品數量/(生產數量-非設備因素廢品數量)。由此引出了純設備OEE的概念,簡記為OEE純。
★OEE純=時間開動率×性能開動率×純設備合格品率
這里的時間開動率是上述經過修正的公式,性能開動率的定義不變。OEE純更集中反映了設備維護、保養水平。完全有效生產率的公式不必修改。
OEE純僅僅是為了集中、客觀反映設備維護、保養水平。
因為完全有效生產率就是全面反映設備的總效率狀況,沒有必要分清哪些是因為設備,哪些是來自設備以外的因素。另外,有些企業在OEE計算時,出現了性能開動率大于100%的狀況,甚至有的高達150%。
眾所周知,性能開動率=凈開動率×速度開動率,其中,性能開動率=(生產數量×實際加工周期)/ 開動時間。
性能開動率反映了實際加工產品所用時間與開動時間的比例,它的高低反映了生產中的設備空轉,無法統計的小停機損失。
凈開動率是不大于100%的統計量。問題就出在速度開動率上。
★速度開動率=理論加工周期/實際加工周期
原則上,理論加工周期不大于實際加工周期,即速度開動率是不大于100%的統計結果。
有的企業設備加工運轉速度超出了設計速度,這樣使速度開動率超過100%,進而使性能開動率超過100%。
筆者認為,速度開動率超過100%是不合理、也是不可取的,理由如下:
①如果設備開動速度超過了設計速度,就如同設計負荷5噸的大橋開過8噸的汽車一樣,是掠奪性的使用設備,是不可取、不科學的做法,不應提倡。
②若設備的原設計指標保守,根據實際,設備開動速度可以提升。
經過論證,這種提升不會造成對設備的損壞。那么,應該改變設備的設計速度指標,即理論加工周期,使速度開動率始終保持為一個不大于100%的統計結果。
③因為異常提升設備運行速度(使設備過早進入耗損故障狀態)造成速度開動率不正常的夸大,得到較高的OEE水平,掩蓋了設備維護不當等問題,可能誤導企業,不利于激發設備管理者對人—機系統六大損失的攻關和控制。
總之,讓OEE應保持為一個不大于100%的統計量,可以激發企業始終不渝地致力于OEE的提升。